
Welcome to our blog. We are a professional manufacturer specializing in high-performance PVC and PP-R piping systems, delivering integrated solutions for municipal engineering, building infrastructure, and residential hot and cold water applications worldwide.
👉 Follow us on Facebook for the latest product updates, technical insights, and real-world project cases.
👉 If you have project requirements or need a quotation, feel free to contact our team for fast response and customized pipeline solutions.
Please continue reading our blog for more industry insights, engineering expertise, and product innovations in advanced piping systems.
Table of Contents
Key Takeaways
- HDPE Double Wall Corrugated Pipe delivers a balance of strength, flexibility, and flow efficiency
- Ring stiffness grades (SN4–SN12.5) define load-bearing performance in buried systems
- Lightweight structure reduces transport and installation costs by up to 30–50%
- Service life can exceed 50 years, outperforming many traditional materials
- Widely used in municipal drainage, infrastructure, agriculture, and industrial systems
Introduction

In today’s infrastructure projects, selecting the right pipeline system is no longer just a technical decision—it is a financial and operational strategy. Poor pipe selection can lead to system failures, leakage, and costly maintenance, while optimized pipe design can significantly improve efficiency and lifespan.
According to industry reports, pipeline system failures account for over 20% of infrastructure maintenance costs globally. In drainage and underground systems, structural deformation and corrosion are among the leading causes of failure.
This is where HDPE double wall corrugated pipe stands out. With its innovative dual-layer design and strong performance characteristics, it has become a preferred choice for engineers and project planners worldwide.
Understanding HDPE Corrugated Pipe Specifications
What is HDPE Double Wall Corrugated Pipe?
HDPE Double Wall Corrugated Pipe is a high-performance structural wall pipe made from high-density polyethylene. It features a smooth inner wall for fluid flow and a corrugated outer wall for structural strength. This dual design provides optimal performance and cost efficiency.
Why Specifications Matter in Engineering Projects
Specifications define how the pipe performs under load, pressure, and environmental conditions. Incorrect specifications can result in deformation or failure. Proper selection ensures safety and long-term reliability.
Key Concepts Behind HDPE Double Wall Corrugated Pipe
Structural Wall Design Principle
The dual-wall structure distributes external pressure effectively. The corrugated outer layer absorbs load stress. The smooth inner layer maintains flow efficiency.
Ring Stiffness and Load Resistance
Ring stiffness is a critical parameter for buried pipes. It indicates resistance to soil pressure. Higher stiffness ensures better performance under heavy loads.
Hydraulic Efficiency
The smooth inner surface reduces friction coefficient. This allows higher flow rates compared to rough-surface pipes. It improves overall system efficiency.
Standard Specifications of HDPE Double Wall Corrugated Pipe
Diameter Range and Dimensional Flexibility
Pipes are available in a wide range of diameters from ID200 to ID1200 mm. This allows engineers to select appropriate sizes for different projects. Custom sizes can also be produced.
Ring Stiffness Classes Explained
- SN4: Suitable for light load conditions
- SN8: Common for municipal drainage
- SN10/SN12.5: Heavy-duty applications
Color and Identification
Standard color is black, but customization is available. Color coding can be used for identification. This improves project management.
Detailed Technical Specification Table
| Nominal ID (mm) | Outer Diameter (mm) | Wall Thickness (mm) | Stiffness Class |
|---|---|---|---|
| 200 | 195 | 1.5 | SN4–SN12.5 |
| 300 | 294 | 2.0 | SN4–SN12.5 |
| 400 | 392 | 2.5 | SN4–SN12.5 |
| 500 | 490 | 3.0 | SN4–SN12.5 |
| 600 | 588 | 3.5 | SN4–SN12.5 |
| 800 | 785 | 4.5 | SN4–SN12.5 |
| 1000 | 985 | 5.0 | SN4–SN12.5 |
| 1200 | 1185 | 5.0 | SN4–SN12.5 |
Manufacturing Technology and Process Control
Fully Automated Production Lines
Modern production uses CNC-controlled systems. Automation ensures consistent output quality. It reduces manual errors and increases efficiency.
Precision Temperature Control
Extrusion temperature is maintained within ±1°C. This ensures stable polymer performance. It improves product consistency.
Vacuum Forming Technology
Vacuum forming shapes the corrugated structure precisely. It ensures dimensional accuracy. This enhances performance reliability.
Integrated Cooling and Lubrication Systems
Cooling stabilizes pipe structure. Lubrication reduces friction during production. These systems improve manufacturing efficiency.
Performance Advantages of HDPE Double Wall Corrugated Pipe
High External Load Resistance
The corrugated outer wall enhances structural strength. It allows the pipe to withstand heavy soil loads. This makes it ideal for underground applications.
Long Service Life
Under proper conditions, service life exceeds 50 years. The material resists wear and environmental stress. This reduces replacement frequency.
Excellent Low-Temperature Performance
The pipe remains flexible at temperatures as low as -70°C. It maintains structural integrity in cold climates. This ensures reliable operation.
Chemical Stability and Corrosion Resistance
HDPE resists most chemicals and does not corrode. It is unaffected by soil acidity or alkalinity. This ensures long-term stability.
High Flow Capacity
The smooth inner wall reduces friction. This allows higher flow rates compared to traditional pipes. It improves system efficiency.
HDPE Double Wall Corrugated Pipe vs Traditional Materials

HDPE vs Concrete Pipe
HDPE Pipe
- Lightweight and easy to transport
- Flexible and impact-resistant
- Corrosion-free
Concrete Pipe
- Heavy and difficult to install
- Prone to cracking
- Higher maintenance cost
HDPE vs Steel Pipe
HDPE Pipe
- No corrosion issues
- Lower lifecycle cost
- Long service life
Steel Pipe
- Requires coating and maintenance
- Higher installation cost
- Shorter lifespan in corrosive environments
Application Areas of HDPE Double Wall Corrugated Pipe
Municipal Drainage Systems
Widely used for sewage and stormwater management. It improves urban drainage efficiency. It reduces flooding risks.
Electrical and Communication Protection
Used as conduits for cables and fiber optics. It provides protection against external damage. It ensures safe underground installation.
Agricultural Irrigation
Used in farmland drainage systems. It improves water management. It increases agricultural productivity.
Transportation Infrastructure
Applied in highways and railways. It supports drainage and water control systems. It enhances infrastructure reliability.
Installation Efficiency and Engineering Benefits
Lightweight Handling
The pipe is easy to transport and install. It reduces labor requirements. This lowers project costs.
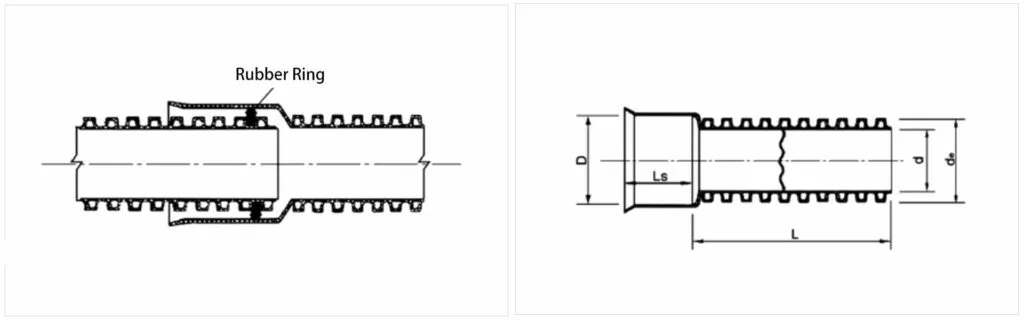
Flexible Connection Systems
Flexible joints ensure leak-proof performance. They adapt to ground movement. This improves reliability.
Fast Construction Speed
Installation is faster than traditional pipes. This reduces project timelines. It increases efficiency.
Case Study: Municipal Drainage Upgrade
A city upgraded its drainage system using HDPE pipes. Before upgrade:
- Frequent flooding
- High maintenance costs
After installation:
- Flood incidents reduced by 35%
- Maintenance costs reduced by 30%
- System efficiency improved significantly
Cost Analysis and ROI
Initial Investment
HDPE pipes have moderate upfront costs. Material efficiency reduces production cost. This makes them competitive.
Long-Term Savings
Low maintenance and long lifespan reduce expenses. This improves total cost efficiency.
ROI Insight
Projects using HDPE pipes often achieve ROI within 2–3 years. Long lifespan increases profitability.
Standards and Compliance
GB 19472.1-2019
Defines requirements for buried polyethylene pipes. Ensures quality and consistency.
International Standards
HDPE pipes comply with ISO standards. This ensures global compatibility. It supports international projects.
Future Trends in HDPE Pipe Technology

Smart Pipeline Systems
Sensors monitor flow and structural integrity. This enables predictive maintenance. It reduces failure risks.
Sustainable Materials
Recyclable materials reduce environmental impact. This aligns with green construction practices.
Advanced Manufacturing
Automation and AI improve production accuracy. This enhances product quality. It represents the future of pipe manufacturing.
FAQ
What is HDPE Double Wall Corrugated Pipe used for?
It is used for drainage, sewage, and cable protection. It provides durability and efficiency. It is widely used in infrastructure.
How do I select the right stiffness class?
Choose based on load conditions. SN4 for light loads, SN8 or higher for heavy loads. Proper selection ensures safety.
How long does it last?
It can last over 50 years under proper conditions. Maintenance and environment affect lifespan.
Is it better than traditional pipes?
Yes, it offers better flexibility and corrosion resistance. It is more cost-effective over time.
Can it be used in extreme climates?
Yes, it performs well in both hot and cold conditions. It maintains structural integrity.
Conclusion
HDPE Double Wall Corrugated Pipe has become a leading solution in modern pipeline systems due to its advanced design, durability, and cost efficiency. Its superior performance compared to traditional materials makes it an ideal choice for engineers and project planners.
By understanding specifications, performance characteristics, and application requirements, buyers can make informed decisions and ensure long-term project success.


